服务热线:18703729608


| 参数名称 | 参数值 |
|---|---|
| 类型: | 搅拌摩擦焊接五轴单元 |
| 焊接厚度: | 3mm-50mm |
| 功率: | 7.5Kw-120Kw |
搅拌摩擦焊接(FSW)电主轴单元
摩擦焊接专用电主轴单元以下(简称电主轴单元)主要为铝合金搅拌摩擦焊设备提供焊接扭矩、轴向压力、前进抗力。通过主轴单元的旋转轴心带动搅拌针搅动焊缝区材料使其产生塑性流变和混合,实现固相焊接,形成密实无缺陷的焊缝。
焊接原理如图1所示:
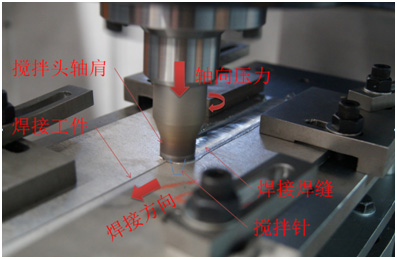
图1搅拌摩擦焊接工作原理
高速旋转的电主轴单元轴心带动由轴肩(shoulder)和搅拌针(pin)组成的搅拌头扎入待焊工件后延焊接方向移动。搅拌头与工件间的剧烈摩擦使焊区温度迅速升高(仍在固态区),使其周围金属形成塑化层。塑化层金属在搅拌头旋转的作用下填充搅拌针后方所形成的空腔,并在搅拌头轴间与搅拌针的搅拌及挤压作用下实现材料连接的固相焊接方法。
搅拌摩擦焊接工作原理如图1所示。
搅拌摩擦焊接专用电主轴单元是我公司专门针对不同的搅拌摩擦焊接设备制定设计研发的专用电主轴单元,该电主轴单元适用于目前常用的铝合金搅拌摩擦焊工艺与焊接方法。
搅拌摩擦焊接(FSW)电主轴单元常用功能
1、恒压力或恒位移式定轴间搅拌摩擦焊
2、恒压力或恒位移式双速双驱动搅拌摩擦焊
3、恒压力或恒位移式反回抽(无匙孔)搅拌摩擦焊
4、恒压力或恒位移式双轴间搅拌摩擦焊
5、恒压力或恒位移、顶断或拉断式摩擦塞补焊
搅拌摩擦焊接(FSW)电主轴单元选项参数
| 焊接工艺 | 焊接工件厚度(mm) | 额度转速(rpm) | 转速(rpm) | 电主轴功率(KW) | 额度扭矩(N.m) | 顶端力/前进抗力(KN) | 恒压力(P)/恒位移(D) | 转速—0制动时间(s) | 回抽轴载荷(KN) |
|---|---|---|---|---|---|---|---|---|---|
| 定轴间(单轴肩) | 2.0-50 | 1000-2000 | 3000-6000 | 7.5-80 | 42-820 | 160/90 | P+D | —— | —— |
| 双速双驱动 | 20-80 | 800-1500 | 2000-3000 | 23-125 | 130-1200 | 220/120 | P+D | —— | —— |
| 反回抽(无匙孔) | 3.0-30 | 1000-2000 | 3000-6000 | 11-63 | 42-420 | 160/90 | P+D | —— | —— |
| 双轴间 | 4.0-20 | 1000-2000 | 3000-6000 | 15-37 | 130-300 | 120/70 | P+D | —— | —— |
| 摩擦塞补焊 | 5.0-20 | —— | 5000-8000 | 23-37 | 130-300 | 220/80 | 拉断或顶端 | 0.23 | ±110 |
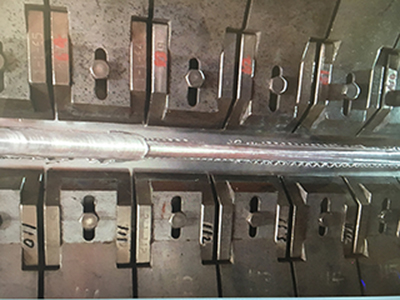
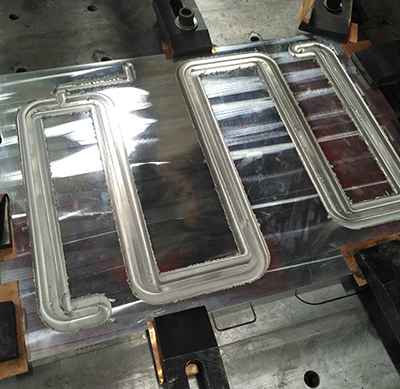
搅拌摩擦焊接(FSW)电主轴单元现场应用
1、单轴肩、双轴肩焊接测试(厚度8mm)


2、反回抽焊接测

扫一扫